




V溝加工における鋭角部の形状変更による工数削減のポイント
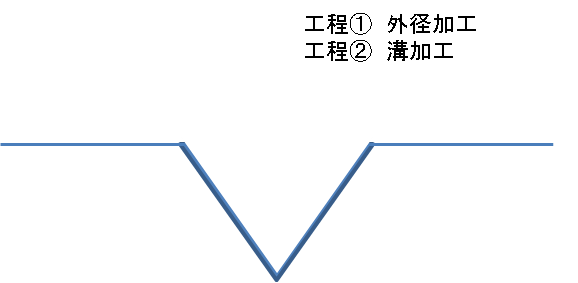
CNC旋盤加工において、上図のようなV型の溝の底面が鋭角仕上げの場合、このような鋭角形状をNC旋盤で加工するためには、外径切削後、仕上げ加工をする必要があります。その結果、工程が増え、加えてCNC旋盤加工の加工時間が長くなるため、加工コストが高くなる要因となります。
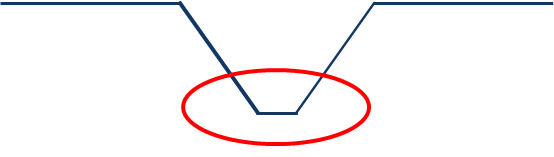
丸物形状の部品の設計では、溝部分の形状をどのような工具と工程で加工するのかを知っておくことがコストダウンのポイントとなります。部品の機構上、V型の溝の底辺が鋭角である必要がない場合は、鋭角の形状を工具形状に変更することでコストダウンが実現できます。フラット形状であれば、鋭角仕上げが不要となるため、 工具数や加工時間が削減することができ、コストダウンにつながります。